|
|
|

|
|
|
Спецпроект - Энергоэффективность
Опыт реализации программы энергоэффективности на предприятии мебельного производства01.03.16 10:17
 Рост тарифов на электроэнергию, изменения российского законодательства, совершенствование нормативной базы в области энергосбережения и энергоэффективности (261-ФЗ, ISO 50001) подталкивают промышленные предприятия к повышению собственной энергоэффективности. Рост тарифов на электроэнергию, изменения российского законодательства, совершенствование нормативной базы в области энергосбережения и энергоэффективности (261-ФЗ, ISO 50001) подталкивают промышленные предприятия к повышению собственной энергоэффективности.
На энергоёмких производствах доля энергоресурсов в себестоимости продукции может составлять до 35%. Это верно не только, например, для производителей металлов, но и для некоторых предприятий легкой промышленности. Одна из мебельных фабрик, об успешном опыте мероприятий повышения энергоэффективности которой пойдет речь, имела изначально следующие характеристики электропотребления: На предприятии регулярно проводится определение показателей эффективности производства, функционирует система отчётности по ключевым показателям. Среди прочего внимание уделяется и показателям энергоэффективности.
Достижение целевого уровня данного KPI позволило бы достичь экономии до 6 млн. рублей в год только лишь на оплате электроэнергии.
Комплекс энергосберегающих мероприятий Первоочередными мерами по снижению энергоемкости производства на фабрике стали модернизация и замена отдельного оборудования на более энергоэффективное. Ещё в 2015 году на фабрике были проведены модернизация освещения, компрессорной установки и аспирационных фильтров. Следующим ключевым этапом стало обеспечение бесперебойного электроснабжения производства и оптимизация режимов электропотребления промышленных установок. Перебои в электроснабжении предприятия и нарушение качества поставляемой электроэнергии часто приводят к сбоям в работе чувствительных к этим факторам устройств, в частности, микропроцессорных устройств управления станками (ЧПУ электроприводов). Такие нарушения могут стать причиной останова целых производственных линий (от нескольких минут до нескольких часов), что, в свою очередь, существенно сказывается на финансовых показателях. Второй ключевой составляющей эффективного производства фабрики стал контроль режимов и графиков работы отдельных линий производства. При отсутствии такого контроля сложно избежать издержек, связанных с неоптимальным графиком и режимом работы различного технологического оборудования (простои, недовыработка продукции). Первым шагом к решению обозначенных выше задач стало создание Системы технического учёта и контроля качества электроэнергии, позволяющей оперативно информировать о возникновении сбоев в электроснабжении, а также выявлять их характер. Кроме того, система должна обладать инструментами, позволяющими в режиме реального времени давать информацию о потреблении электроэнергии отдельными технологическими установками.
Выбор технического решения и реализация Первоначально на предприятии были установлены устройства, контролирующие качество электроэнергии на основных вводах электроснабжения. Благодаря этому были выявлены основные причины аварийных отключений оборудования – провалы напряжения в электросети. Однако и после реализации мероприятий по устранению провалов напряжения требуется осуществление постоянного контроля параметров качества электроэнергии, главным образом для контроля результатов внедрения этих мероприятий. При наличии одних лишь приборов контроля ПКЭ результаты измерений приходится ежедневно вручную «выкачивать» с устройств и обрабатывать полученные данные, что отнимает значительное время. Поэтому при дальнейшем развитии системы технического учёта и контроля параметров качества электроэнергии акцент был сделан на максимальную автоматизацию всех функций и минимальное вовлечение персонала в процесс регистрации данных. На этапе выбора решения Техническим департаментом фабрики были определены следующие основные требования к функционированию системы:
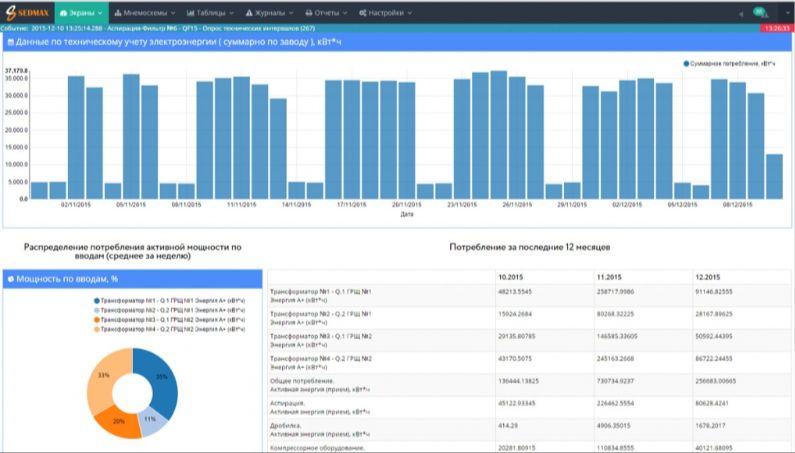
После рассмотрения нескольких вариантов технических решений предприятие остановилось на наиболее простой и удобной в эксплуатации системе – на базе программного комплекса учёта энергоресурсов SEDMAX и многофидерных приборов учёта SATEC BFM136. Предложение соответствовало всем функциональным требованиям и оказалось самым компактным, что для предприятия было крайне важно. Затраты на Систему и ее внедрение оказались более привлекательными по сравнению с альтернативными предложениями, а гибкость решения позволила развернуть ее в довольно короткие сроки. Система была внедрена на базе существующего на фабрике серверного оборудования с применением технологии виртуализации. Для организации доступа пользователей к информации не потребовалось никаких предварительных настроек на рабочих местах и установки специализированного ПО. Доступ к данным осуществляется с помощью WEB-интерфейса без ограничения количества пользователей. Интерфейс позволяет выгружать данные и формировать отчёты по заранее настроенному шаблону. Важной функциональной особенностью SEDMAX оказалась возможность настройки уведомлений персонала о событиях в системе посредством электронных уведомлений и SMS. В качестве приборов контроля качества электроэнергии применены современные измерительные преобразователи SATEC PM175. Для пофидерного учёта электроэнергии используются приборы SATEC BFM136 (каждый прибор обеспечивает измерения до 12-ти трёхфазных присоединений), что сделало решение компактным и снизило затраты на внедрение системы.
Итоги и перспективы
Сейчас можно говорить о первых результатах по оптимизации электропотребления. Регистрируемая системой информация используется при определении KPI на отдельных линиях производства путём интеграции ПО SEDMAX с BI-платформой анализа деятельности предприятия. Это позволило выявить потребителей с наихудшими показателями KPI и наоборот, потребителей, которые его достигли. Ещё до окончания отчётного периода (месяц), персонал наблюдает динамическое изменение KPI каждой линии производства, что позволяет своевременно реагировать и давать оценку принимаемым мерам. Ситуация становится более управляемой, больше сил и средств направляется на решение, а не на фиксирование проблем. Внедрение системы технического учёта и контроля качества электроэнергии стало первым шагом в решении проблемы аварийных отключений и оптимизации режимов работы производства. На основании полученных данных был проанализирован характер нарушений качества электроэнергии (глубина и длительность провалов напряжения, частота их проявления и др.) Появилась задача выбора оборудование для компенсации провалов напряжения с учётом характера возмущений. В дальнейшем система будет использоваться для контроля результатов установки такого оборудования, контроля работы оборудования при возмущениях в электрической сети, которые ранее приводили к аварийным отключениям. Регистрируемая информация об энергопотреблении отдельными технологическими установками позволит оптимизировать графики работы оборудования и повысит уровень контроля управления технологическим процессом. Будет проанализировано потребление электроэнергии вспомогательным оборудованием и потребление электроэнергии в нерабочее время. На основании результатов такого анализа можно будет говорить о целесообразности расширения мероприятий по повышению энергоэффективности на электроустановки вспомогательного оборудования фабрики. В обозримых планах предприятия внедрение на базе действующего ПО SEDMAX системы комплексного учёта энергоресурсов: электроэнергии (расширение регистрируемых данных), тепла, воды и сжатого воздуха. Опыт показывает, что мероприятия по повышению энергоэффективности могут быть вполне доступными по объёму инвестиций даже для малого и среднего бизнеса. И это эффективный способ снижения постоянных расходов предприятия. Коммерческий эффект дополняется экологичностью процесса производства и влечет повышение эффективности производства в целом. Всё это в результате укрепляет позиции компании на рынке. Автор: Александр Ржанников
Читайте также:
01.03.16 Добыча нефти странами ОПЕК в феврале сократилась на 280 тысяч баррелей в день - до 32,37 млн
|
|
|
О проекте
Размещение рекламы на портале
Баннеры и логотипы "Energyland.info" |
|