|
|
|

|
|
|
Аналитика - Нефть и Газ
Магистральный нефтепровод: от проекта до прокачки15.04.09 16:39
 В апреле 2009 года ОАО АК «Транснефть» завершает строительство 2694 км линейной части первой очереди магистрального нефтепровода Восточная Сибирь – Тихий океан (ВСТО). Позади подводная траншея на реке Лене и споры с оппонентами о методах ее проходки. Впереди – участок «Скоровородино-Находка». В апреле 2009 года ОАО АК «Транснефть» завершает строительство 2694 км линейной части первой очереди магистрального нефтепровода Восточная Сибирь – Тихий океан (ВСТО). Позади подводная траншея на реке Лене и споры с оппонентами о методах ее проходки. Впереди – участок «Скоровородино-Находка».
Основным заказчиком строительства новых нефтепроводов в России выступает ОАО «АК «Транснефть». На последних объектах компания увеличила скорость проходки с 1 км до 5-6 км сутки. Использование нового диагностического, строительного и сварочного оборудования, опытной станции для нефтеперекачки, не нуждающейся в дизельном топливе, позволяет сократить сроки реализации проекта и затраты на эксплуатацию. Прохождение по этапам проектирования до контроля работоспособности объекта становится более технологичным, надежным и эффективным.
Этап первый: строительствоСтроительству магистральных нефтепроводов предшествует решение о маршруте перекачки, затем делается технико-экономическое обоснование (ТЭО) проекта. Далее необходимо получить положительное заключение Главгосэкспертизы Госкомитета РФ по строительству и жилищно-коммунальному комплексу. Следующим этапом служит рабочее проектирование с одновременным отводом земель, после чего объявляется тендер и заключается контракт с подрядчиком. Подрядчик, выигравший тендер, разбивает и расчищает трассу будущего нефтепровода. В случае прохождения трассы через естественные или искуственные препятствия (водные преграды, железнодорожные пути и автомобильные дороги и т.д) в зависимости от вида препятствий, геологических условий, рельефа местности, ширины рек и типа береговых склонов при строительстве переходов МН использутся методы горизонтально-направленного бурения (ГНБ), наклонно-направленного бурения (ННБ), микротоннелирования (МТ), а также традиционный траншейный способ.  Фрагмент строительства подводного перехода МН «Пермь – Альметьевск» через р. Белая, 2005 г. (фото ОАО «Северо-Западные магистральные нефтепроводы») Фрагмент строительства подводного перехода МН «Пермь – Альметьевск» через р. Белая, 2005 г. (фото ОАО «Северо-Западные магистральные нефтепроводы»)«При прохождении Лены нефтепроводом Восточная Сибирь – Тихий океан (ВСТО) в начале 2009 года в подводную траншею опускали трубу толщиной 26 мм, - рассказали в пресс-службе АК «Транснефть» (Москва). - Стыки сваривались над поверхностью воды, потом труба опускалась под воду с определенными градусами наклона. Траншея обследовалась не только приборами, но и силами водолазов, буквально на ощупь. Оппоненты долго упрекали «Транснефть», почему компания не проходит Лену наклонным бурением. Однако там карстовые породы, и это было технологически невыполнимо. После бурения пришлось бы бетонировать все пещеры, но после подсчета оказалось, что нужного количества бетона нет во всей Сибири. Фактически это означало бы полную остановку стройки. Технологию ННБ, конечно, тоже используем - при прохождении объектов типа железной или автодороги, не очень широкой реки». Один из самых важных партнеров «Транснефти» - Челябинский трубопрокатный завод поставляет третью часть всего необходимого в стране объема труб для нефтепроводов. «В основном используем трубы производства Челябинского и Выксунского металлургического заводов, - говорит Владимир Брикез, начальник технического отдела ООО «Балтнефтепровод» (Санкт-Петербург). - Качество устраивает. О цене ничего не скажу, поскольку трубы закупаются «Транснефтью» большими партиями на тендерной основе, с оптовыми скидками. Мы только предоставляем заказ головной компании. Основные используемые «Транснефтью» диаметры – 1000 и 700 мм, в последнее время 1200 мм для объектов ВСТО». Стандартная длина трубы составляет 11,4-11,7 м (на 1 км МН приходится ок. 85 стыков), ее диаметр находится в пределах 273-1420 мм. С 2004 года на площадке ЧТПЗ работает завод по производству гнутых отводов, дефицит которых ранее назад тормозил сооружение нефтепроводов.  Подготовка траншеи для укладки нефтепродуктопровода на участке «Субханкулово – Альметьевск» (фото ОАО «Транснефтепродукт») Подготовка траншеи для укладки нефтепродуктопровода на участке «Субханкулово – Альметьевск» (фото ОАО «Транснефтепродукт»)Нефть химически агрессивна, и кроме того, стальные трубы подвержены воздействию блуждающих электрических токов, поэтому их необходимо защитить от коррозии. Для этого используется как пассивная защита - заводская изоляция труб (внутреннее трехслойное полиэтиленовое + внешний слой эпоксидного праймера, т.е. грунтовки) и термоусаживающиеся манжеты (для наружной защиты сварных стыков), так и активная электрохимическая. Также «при использовании электрохимической защиты (ЭХЗ) получают распространение изолирующие монолитные муфты, - считает Игорь Яковлев, начальник отдела реализации компании «Трубопроводные системы и технологии» (Москва). - Они электрически отделяют защищаемый ЭХЗ трубопровод от объекта незащищаемого, заземленного или имеющего собственную систему ЭХЗ, а также секционируют трубопровод, проходящий в зонах воздействия блуждающих токов. Разработаны и применяются муфты для трубопроводов, транспортирующих нефть, воду, газ, пар и др., любых диаметров от 1/2 дюйма до 3 м. В России особенно востребованы муфты для трубопроводов 57-1420 мм. Монтаж муфт осуществляется методом сварки». Производители муфт полагают, что оборудование ими трубопроводов приносит значительный экономический эффект, связанный с возможностью оптимизации параметров ЭХЗ и, как следствие, снижение энергозатрат на нее и повышение надежности трубопроводной системы. Однако операторы пока не согласны: «Все трубы для подземной прокладки закупаются в заводской изоляции (полимерное покрытие), - говорит Владимир Брикез, - в качестве активной защиты от коррозии трубопроводов линейной части и нефтеперекачивающих станций (НПС) применяем ЭХЗ: на переходах через электрифицированные железные дороги (где есть воздействие блуждающих токов) – дренажную, в остальных случаях с коррозией борются станции катодной защиты, поддерживающие нужный потенциал на трубопроводе. Применяется также протекторная защита стальных защитных футляров, используемых на переходах через авто- и железные дороги. Расстояние между станциями катодной защиты рассчитывается в зависимости от электропроводности грунта».  Сварочный комплекс P600 (фото CRC-Evans Pipeline International) Сварочный комплекс P600 (фото CRC-Evans Pipeline International)Сварка секций МН ведется с применением автоматических сварочных комплексов – «P600» от CRC-Evans Pipeline International, PWT от Pipe Welding Technology spa и другие. На cложных участках и переходах возможно применение полуавтоматической сварки. С помощью сварочных аппаратов, которые держат в руках сварщики, обозначаются сугубо символические стыки, фиксируемые «для истории». «Наша лаборатория разработала СО2-лазер «Сибирь» мощностью 14 кВт специально для сварки трубопроводов, но дальше штучного производства, в связи с высокой стоимостью комплекса, дело не продвинулось, - рассказывает Анатолий Голышев, главный технолог ОКБ Лазерной техники при Сибирском отделении РАН (Новосибирск). - Производственники тогда не захотели финансировать этот проект. С тех пор за рубежом были доведены до высокой мощности другие типы лазеров (например, твердотельные волоконные), они дешевле и способны решать любые сварочные задачи в широком диапазоне толщины стали». Но пока при сварке нефтепроводов в России в основном используются лучшие зарубежные сварочные комплексы. Они, как правило, не продаются – производители предпочитают сдавать их в аренду. На строительстве ВСТО (ист.: www.neftegazotruboprovod.ru)  Контроль качества сварки проводится автоматической ультразвуковой установкой с выдачей заключения на бумажных носителях и в электронном виде. Полуавтоматическая сварка контролируется рентгеновскими аппаратами, дубль-контроль – ультразвуковыми. Укладка участка нефтепровода завершается его испытанием на герметичность. Трубопровод в наше быстрое время не строят с одного края. Текущий участок делится на 10-20 отрезков – на ВСТО, например, обычно бригады начинают смену на расстоянии 1 км одна от другой. Таким образом достигается скорость укладки 5,5-6 км в день. Получается, что одна смена при оптимальной температуре -40ºС сваривает пять пролетов труб, хотя на таком морозе и приходится прогревать их перед сваркой до 80ºС. Этап второй: инфраструктураВ систему МН, помимо собственно нефтепровода с узлами приема и запуска очистных устройств, входят системы линейной телемеханики и ЭХЗ, НПС, линейные производственно-диспетчерские станции (ЛПДС), головные нефтеперекачивающие станции (ГНПС), связь, вертолетные площадки, вдольтрассовые дороги и высоковольтные линии, площадки для аварийного запаса труб, запорной арматуры и соединительных деталей. Одновременно с монтажом трубопровода ставятся узлы линейных задвижек, камеры приема-пуска средств очистки и диагностики (СОД), системы телемеханики, сооружаются НПС (расстояние между соседними станциями составляет 100-150 км). Среди всех НПС в России выделяется №14 на уже построенном участке ВСТО (правый берег р. Лена) – она имеет свою мощную энергоуснановку, которая работает на нефти. Качество восточно-сибирской нефти таково, что ее используют вместо дизельного топлива, поскольку содержание серы в ней меньше 1%.  Узел ввода присадки NECCAD 447 на ЛПДС «Никольское» (фото ОАО «Транснефтепродукт») Узел ввода присадки NECCAD 447 на ЛПДС «Никольское» (фото ОАО «Транснефтепродукт»)В случае, если нефть имеет высокую вязкость, на МН организуется ее подогрев с помощью ПНПТ или ППТ (подогреватели нефти с промежуточным теплоносителем), путевые (ПП) используются меньше. Старые российские подогреватели нередко страдали неполным сгоранием топлива из-за накопления сажи, полости промежуточного теплоносителя под воздействием циклических тепловых нагрузок теряли герметичность (из-за образования трещин в стыках). У современных подогревателей нефти вместо воздушного вентилятора в центральном канале размещается дополнительный теплообменник с подводом/отводом рабочего тела (нефти) и заливкой межтрубного пространства промежуточным теплоносителем, что сняло эти проблемы. Нефть, которая движется со скоростью 3-6 км/ч, при незапланированной остановке насоса в состоянии разрушить трубу. Для того, чтобы компенсировать воздействие ударной волны, устанавливаются системы сглаживания волн давления (СВД). До недавнего времени на объектах магистрального трубопроводного транспорта применялись только зарубежные системы, однако ширится применение российского продукта от компании «ИМС». «Наша система СВД не только не уступает американским, но и превосходит их, - считает Сергей Шаталов, главный специалист отдела ССВД «ИМС» (Москва). – Отказов у нее на порядок меньше, чем у зарубежных аналогов. ССВД не сбрасывает давление в трубопроводе, а скорее демпфирует его изменение путем генерирования отрицательных волн давления. Таким образом, система защищает трубопровод и обеспечивает минимизацию сброса рабочей жидкости. Базовый состав ССВД включает набор клапанов для сглаживания волн давления и систему управления их открытием». Этап третий: эксплуатация Нефтепровод обслуживают линейные эксплуатационные службы (ЛЭС) при ЛПДС и НПС. На ЛЭС возлагаются задачи: выполнение профилактических мероприятий, обеспечивающих сохранность и работоспособность оборудования и сооружений МН; разработка перспективных и текущих планов работ ЛЭС и отчетность по их выполнению; содержание линейной части в соответствии с требованиями «Правил технической эксплуатации магистральных нефтепроводов» и «Правил охраны магистральных нефтепроводов». Сегодня считается, что МН должен служить 40-50 лет и более. В то же время амортизационные отчисления составляют 3% стоимости объекта в год, то есть срок амортизации нефтепровода сокращается до 33 лет и по истечении этого срока средства на поддержание нефтепровода в нормальном состоянии не выделяются. Отличие российских нефтепроводов от зарубежных в том, что они на 100% загружены технологической нефтью – поэтому подача продукции на конечный участок происходит практически мгновенно.  Замена линейных задвижек в районе перехода через Волгу (фото ОАО «Транснефтепродукт») Замена линейных задвижек в районе перехода через Волгу (фото ОАО «Транснефтепродукт»)Этап четвертый: ремонт и диагностика Техническое состояние МН контролируется специальными целевыми проверками, обследованиями, осмотрами, измерениями с применением средств технической диагностики, а также при проведении плановых и ремонтных работ. Любые неисправности на нефтепроводе нежелательны с точки зрения безопасности его эксплуатации, поэтому существуют и выполняются специальные программы обследования МН как наружными, так и внутритрубными инспекционными приборами: ультразвуковыми и магнитными дефектоскопами; применяется также акустико-эмиссионная и радиографическая диагностика. Это позволяет вовремя выявлять ослабленные места и устранять различные типы дефектов. Устранить дефекты можно либо это заменой участка, либо его ремонтом. В первом случае дефектный участок полностью заменяется во время плановой остановки нефтепровода, во-втором – функции участка восстанавливаются при помощи современных технологий без остановки перекачки.  Очистная ремонтная машина ОМР (фото ОАО «Курганмашзавод») Очистная ремонтная машина ОМР (фото ОАО «Курганмашзавод»)С этой целью могут применяться специализированные машины, предназначенные для очистки (дробеструйные и очистные машины), нагрева (установки для нагрева трубы) и нанесения антикоррозионных покрытий на поверхность труб (изоляционные и грунтовочные машины) в трассовых условиях - как в траншее, так и на бровке. Все машины такого ремонтного комплекса устанавливаются на трубопровод без нарушения его целостности. Например, ОАО «Курганмашзавод» выпускает целое семейство очистных самоходных установок ОМР для снятия старой изоляции различного типа (битумное покрытие, ленточное полимерное, пластобит-40), а также машины для очистки труб и нанесения праймера. В качестве инструмента в ОМР применяются резцы с твердосплавными пластинами и проволочные щетки пассивного типа. Разъемные рабочие органы ОМР со штангами для крепления очистного инструмента выполнены в виде зубчатых колес, вращающихся в корпусах на опорных роликах. Наиболее дорогой и эффективный метод диагностирования – внутритрубный – пока не обеспечен отечественными приборами, и при дефектоскопии применяются в основном импортные поточные снаряды «Ultrascan» и «Magnescan». Отечественные поточные средства экспресс-анализа качества нефти и нефтепродуктов также отсутствуют. Не налажено производство российских средств, облегчающих ремонтные операции на трубопроводах, в частности, устройств для перекрытия МН без остановки перекачки (с применением обводных линий). Решение этих проблем значительно облегчило бы работу служб эксплуатации магистральных нефтепроводов. Для ликвидации последствий нештатных ситуаций на МН (несанкционированный доступ, повреждение трассового оборудования и т.д.), кроме мобильных отрядов службы безопасности, имеются специальные аварийные подразделения, оснащенные современными средствами, оборудованием и материалами для локализации аварий и ликвидации последствий разлива нефти, в том числе на подводных переходах. Схема ВСТО (ист.: www.neftegazotruboprovod.ru)  Текущие проектыКрупнейший российский проект в настоящее время – ВСТО. Сданы в эксплуатацию 2694 км линейной части первой очереди нефтепровода (ВСТО-1), хотя функционировать в полном объеме он пока не будет. До сего времени имеющаяся часть нефтепровода длиной 1200 км км от Талаканского месторождения (район Витима) до Тайшета (железнодорожный узел и крупная сортировочная станция на Транссибирской магистрали) работала в реверсивном режиме, перекачав уже более 1 млн т нефти. После сдачи ВСТО-1 перекачка будет вестись на восток, в направлении Сковородино, где уже построены станции перелива нефти на железную дорогу для отгрузки продукции на Дальний восток, в Находку. От Сковородино же останется построить 64 км до НПС «Ляньинь». Как только CNPC (Китайская национальная нефтегазовая компания) соорудит свои 1660 км до Дацина – а строят китайские монтажники быстро, посколько география местности простая и климат позволяет сваривать трубы без их прогрева – ВСТО-1 заработает в полную силу. «Транснефти» останется только ввести вторую очередь (ВСТО-2) до Находки, и пока объективный график стоительства выдерживается. Проект БТС-2 (ист.: www.neftegazotruboprovod.ru) 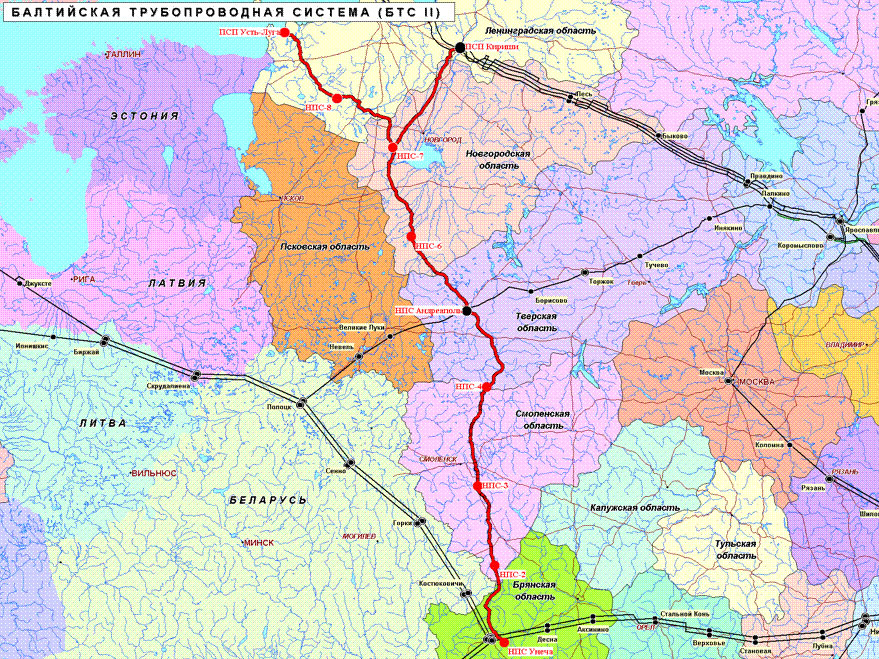 Из проектируемых в настоящее время нефтепроводов можно отметить вторую очередь Балтийской трубопроводной системы - БТС-2, которая свяжет Унечу в Брянской области и порт в Усть-Луге (Ленинградская область), пропускной способности 50 млн т нефти в год. Каждый год в России вводятся в строй сотни километров магистральных нефтепроводов. ОАО «АК «Транснефть» принадлежит свыше 49 000 км, и еще около 20 000 км нефтепродуктопроводов находятся в собственности ОАО «Транснефтепродукт». Олег Никитин, EnergyLand.info Материалы по теме: Пригодится ли новая ветка? Трубопроводный транспорт России
|
|
|
О проекте
Размещение рекламы на портале
Баннеры и логотипы "Energyland.info" |
|