|
|
|

|
|
|
Аналитика - Электрические сети
Производство КРУ: западные принципы в российских условиях02.12.15 14:58
 Как меняется российское производство электротехнического оборудования с внедрением стандартов зарубежных компаний? Подробности в фоторепортаже Energyland.info с завода «Шнейдер Электрик Урал» (г. Екатеринбург). Как меняется российское производство электротехнического оборудования с внедрением стандартов зарубежных компаний? Подробности в фоторепортаже Energyland.info с завода «Шнейдер Электрик Урал» (г. Екатеринбург).
Фото 1. Сборка ячеек среднего напряжения
Со времен войны до наших дней Начиная с 1942 года, эта производственная площадка была известна как Свердловский электромеханический завод. В последние несколько лет здесь находился Екатеринбургский филиал ЗАО «Альстом Грид», выпускавший оборудование среднего напряжения. Наконец, в январе 2014 г. предприятие вошло в состав компании Schneider Electric, при этом его профиль существенно не изменился. Летом 2015 г. к имеющимся на заводе мощностям добавились еще две линии по производству комплектных распределительных устройств (КРУ), перебазированные с завода Schneider Electric в г. Казань. Руководство компании сочло, что невыгодно арендовать производственные площади при наличии собственного завода в Екатеринбурге. Таким образом, сегодня на Урале локализовано производство практически всего ассортимента продукции Schneider Electric на напряжение 6-35 кВ, включая передовые ячейки, выпускаемые компанией. Оборудование поставляется на российский рынок и рынок стран СНГ.
Заготовительный цех Производство «Шнейдер Электрик Урал» организовано по полному циклу, который начинается с завоза материалов и заканчивается вывозом упакованного изделия. Заготовительный цех разделен на участки по видам операций: металлообработка, обработка шин, сварка, малярный конвейер. В конце цеха — зона комплектования, куда поступают изготовленные детали. Все перемещения происходят в одном направлении, чтобы поднять эффективность.
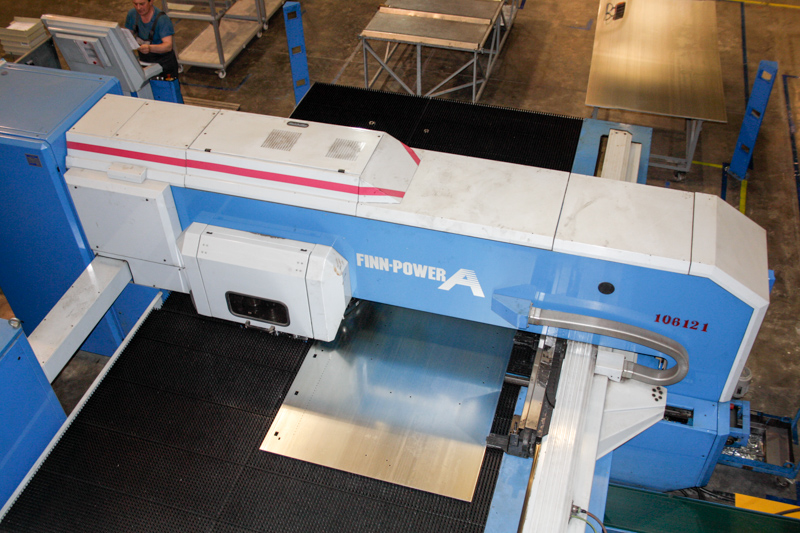
Фото 2. Участок обработки листа
Фото 3. Участок обработки листа
Вся информация по запуску детали в производство хранится в электронном виде, в цех выдаются технологические паспорта, где прописан ее маршрут. Паспорт каждой детали имеет свой штрих-код, это позволяет быстро отслеживать ее перемещения. По завершению цикла мастер сканирует штрих-код, и информация о нормо-часах, потраченных на деталь, автоматически идет в бухгалтерию для начисления зарплаты.
Фото 4. Заготовительный цех. Участок обработки шин
В соответствии с принципами бережливого производства количество комплектующих, которые хранятся в цехе, строго рассчитывается. Это может быть запас на одну неделю или на конкретный заказ. Полки для мелких комплектующих напоминают супермаркет — аккуратные ряды контейнеров со штучными деталями выглядят так привлекательно, будто разложены, чтобы привлечь покупателя. Здесь все организовано строго по списку, в котором прописаны адреса расположения каждой разновидности комплектующих. Раз в неделю техник корректирует количество единиц, при необходимости, делает заявки на пополнение.
Фото 5. «Супермаркет» комплектующих
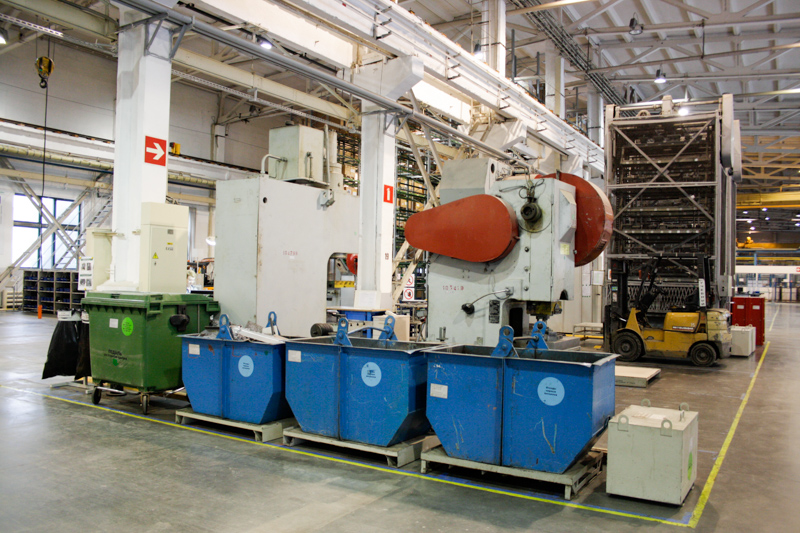
С целью соблюдения экологических требований в цехе ведется сортировка отходов. Многие из них отправляются на вторичное использование. К примеру, остатки порошка, используемого для окраски, с помощью воздуха сдуваются в специальную ванну и засасываются обратно в мешок. Использованный порошок можно повторно применять там, где не требуется столь высокое качество покрытия, и его продают сторонним организациям. Металлические отходы также сдаются как вторсырье. А на входе в цех можно обнаружить бокс для сбора использованных батареек. Работникам буквально прививают экологическое мышление.
Фото 6. Сортировка отходов в действии
Вопрос бережного отношения к энергоресурсам тоже не обходят стороной. На информационных стендах каждый может увидеть данные по расходу воды, электроэнергии, газа, образованию отходов. Показатели анализируются и обсуждаются в коллективе. Еще одна любопытная особенность, не характерная для традиционного российского производства — визуальный менеджмент, который ведется в каждом цехе. На одной таблице можно проследить ход выполнения производственного заказа и загрузку по каждому участку. Другая таблица выступает как инструмент управления несоответствиями (disturbance management). Если у начальника цеха возникают вопросы или сложности по переделам, он клеит стикер подразделению – виновнику. Благодаря этому все проблемы оказываются на виду и быстрее решаются.
Фото 7. Ватман и стикеры на службе производства
Сборочный цех В сборочном цехе размещается несколько линий по производству ячеек КРУ — каждая для своего вида продукции. Тут же находится участок вторичного монтажа, расположенный таким образом, чтобы обеспечить изделия релейными шкафами с наименьшей потерей времени. К примеру, линия для сборки ячеек Premset состоит из восьми постов, а линия SM6 — из двенадцати. На каждом посту выполняется своя технологическая операция, выверенная по времени.
Фото 8. Сборочный цех
Фото 9. С поста на пост ячейки перемещаются на тележках
В соответствии со стандартами Schneider Electric, комплектование линий производится с внешнего проезда. Рабочему подвозят необходимые метизы и материалы, а сам он избавлен от необходимости куда-то ходить и отвлекаться на поиск комплектующих. Для каждого сборочного поста разработаны фотоинструкции. Комментарии к фотографиям — очень краткие и напечатаны крупным шрифтом. Моменты, на которые важно обратить особое внимание (к примеру, протереть метиз от смазки и т.д.) — выделены цветом. Понять такой документ не сложнее, чем разобраться с инструкцией из «Икеа». Вероятность ошибки монтажника сводится к минимуму. Для сравнения: традиционные инструкции — это пачка листов, отпечатанных мелким шрифтом, которые вряд ли кто-то в состоянии дочитать до конца, а уж тем более запомнить.
Фото 10. Метизы на каждом рабочем месте рассортированы и удобно уложены
Фото 11. Участок вторичного монтажа
Для перемещений с поста на пост каркас ячейки устанавливается на тележки. Благодаря этому на предприятии сведено к минимуму количество грузоподъемных механизмов. Это позволяет экономить на эксплуатации кранового хозяйства и способствует безопасности производства. Единственный кран в сборочном цехе используется для установки релейных шкафов. Вместо крюка он оснащен вакуумной присоской. С непривычки устройство выглядит пугающе ненадежным, однако на деле имеет огромный запас по грузоподъемности. После стыковки ячейки и релейного шкафа производится подключение проводов силовой части. Теперь КРУ готово к проведению функциональных и высоковольтных тестов на испытательной станции.
Фото 12. По желанию клиент может присутствовать на тестировании автоматического ввода резерва
В финишной зоне устанавливаются элементы ячейки — внешние панели, детали экстерьера, обвесы, дефлекторы, кожухи, таблички. Наконец, ячейка транспортируется в буферную зону и упаковывается. Углубить локализацию Сегодня госкомпании и другие крупные потребители отдают предпочтение оборудованию, сделанному в России. При этом всех интересует реальный уровень локализации производства зарубежных брендов. В этом смысле политика Schneider Electric несколько предвосхитила события — активная локализация началась еще до того, как в стране разгорелся экономический и геополитический кризис. Сейчас степень локализации основных продуктов, производимых уральским заводом, порядка 70 %. Немало поставщиков, в частности цветного и черного металла, находятся непосредственно в Свердловской обл. Поставщики проходят жесткий отбор и предварительные испытания. Если после тестовой партии качество падает, с поставщиком расстаются. Некоторые комплектующие, в частности, термотрубка, выключатели, релейно-контакторная защита поставляются из-за рубежа (Польша, Китай, Германия, Англия). Отдельные разработки Schneider Electric (к примеру, шинный разъединитель) — с собственного европейского завода. В некоторых случаях в России происходит отверточная сборка импортных компонентов. В целом руководство компании настроено на то, чтобы максимально повысить уровень локализации, но без ущерба качеству конечного продукта. В первую очередь это выгодно для бизнеса — отечественные комплектующие хорошо сказываются на себестоимости. Поэтому работа с местными производителями будет продолжаться. Ориентир на эталонное производство Производство завода «Шнейдер Электрик Урал» сертифицировано по международному стандарту качества ISO 9001, а также по экологическому стандарту ISO14001 и стандарту охраны труда и безопасности OHSAS 18001. По сути, уральская площадка — это аналог эталонного производства, задающего единый стандарт по площади, оснастке, расположению оборудования. На других заводах Schneider Electric, выпускающих ячейки среднего напряжения в разных странах мира можно увидеть примерно такую же картину. Нет нужды изобретать велосипед, если уже есть расчеты, в которых определены оптимальные характеристики производственных участков. Посещение завода «Шнейдер Электрик Урал» убеждает в следующем. Главные черты, отличающие производство европейского уровня — это вовсе не зеркальные полы, роботы и супернавороченное оборудование. Скорее — это жесткое следование различным стандартам — организации производственных процессов, контроля качества, экологии. Это, своего рода, «игра по правилам», которая приносит заранее просчитанный результат.
Екатерина Зубкова
|
|
|
О проекте
Размещение рекламы на портале
Баннеры и логотипы "Energyland.info" |
|